






Vær oppmerksom på minste mål og vinkler som er materialteknisk mulig. Spisse vinkler kan produseres fra en vinkelåpning på 20°. Hvis vinkelåpningen er under 20°, må spissen av vinkelen avsluttes med en bro på minst 25 mm.

Vær oppmerksom på at utfreste bokstaver, firmalogoer, hullbilder osv. kun er tillatt på PREFABOND komposittplater med FR-kjerne. For plater med A2-kjerne er slike bearbeidinger derimot ikke godkjent.

Merknad
Pass på å alltid bruke egnet personlig sikkerhets- og verneutstyr ved bearbeiding av komposittplatene.
Følgende bearbeidingsalternativer finnes:
Klikk på ønsket bearbeidingsalternativ for å gå direkte til den tilsvarende veiledningen:
PREFABOND aluminiumskomposittplater kan bearbeides med følgende verktøy: en håndsirkelsag,
en bordsirkelsag eller vertikal platesag og et sirkelsagblad for metall. Diamantbestykkede sagblader er også svært godt egnet for å øke levetiden. Bearbeid alltid platene fra baksiden for å beskytte den lakkerte synssiden. Avsug av spon anbefales uttrykkelig.
Merknad
Pass på at sagbladet gir graderfri skjæring under bruk. Hvis dette ikke er tilfelle, må sagbladet vedlikeholdes (slipes) eller eventuelt skiftes.
For mekanisk feste av komposittplatene er det nødvendig å forberede faste og glidende punkter. Bor hullene med en vanlig bormaskin, søyleboremaskin, hullsag eller en sirkelskjærer.
Med en vanlig overfres eller stikksag kan alle utsparinger enkelt utføres (f.eks. lampeutsparinger eller dørhåndtak). En føringsmal hjelper deg ved produksjon av slike utsparinger.
Merknad
Komplekse utsparinger som bokstaver, firmalogoer osv. kan fabrikkproduseres av PREFA med en CNC-fres. Konturen må leveres i en DWG- eller DXF-fil.
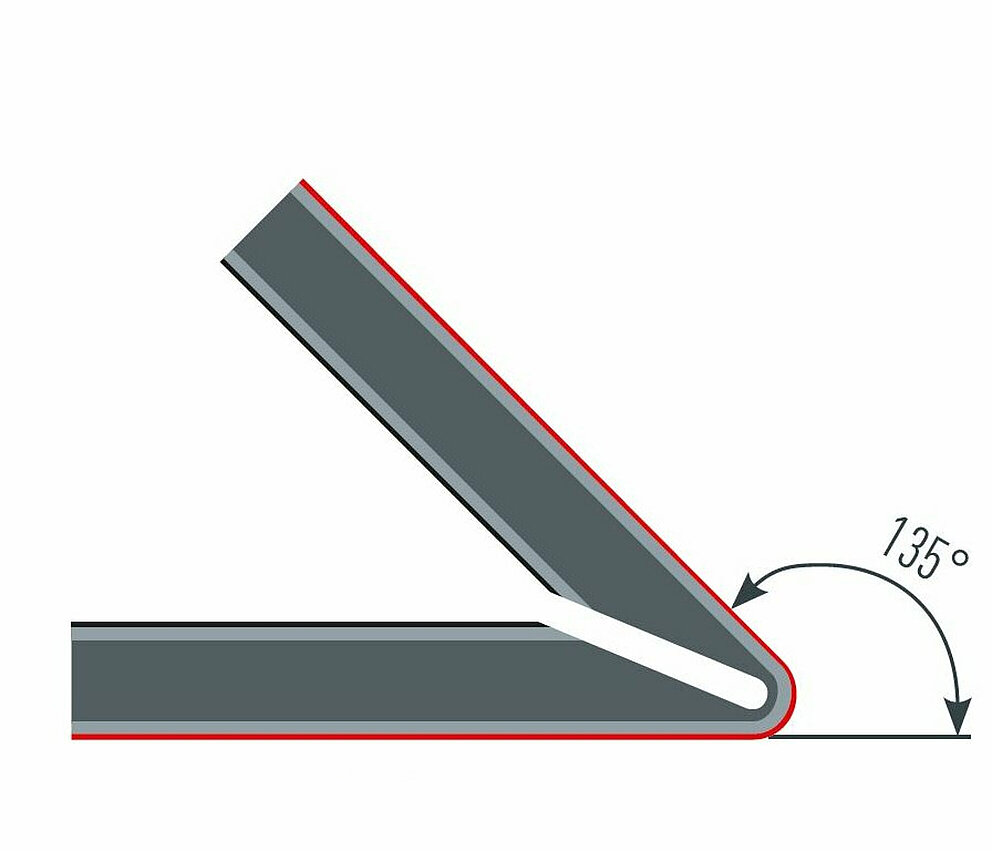
Smyg- og hjørneløsninger kan fremstilles både som innvendig hjørne eller utvendig hjørne med V-sporfreseteknikken. Til dette brukes V-sporfreser med en åpningsvinkel på 90° og 135°.

Kant PREFABOND komposittplate med FR-kjerne ved min. 5 °C og med A2-kjerne ved min. 20 °C material- og omgivelsestemperatur for å unngå sprekker på den lakkerte synssiden.
PREFA anbefaler at spesielt for komposittplater med A2-kjerne utføres V-sporfresingen kun ved hjelp av en CNC-bearbeidingsmaskin for å sikre korrekt fresedybde.
Utføres bøyearbeid ved lave temperaturer (≤ 15 °C), kan dette gi belegget et sløraktig utseende. For å fjerne dette, varm opp platen til minst 20 °C.
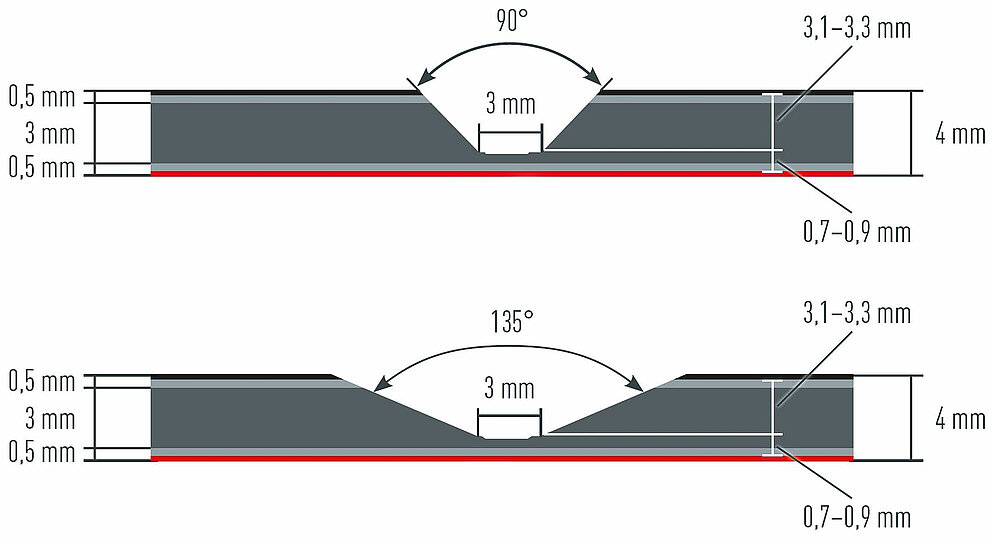
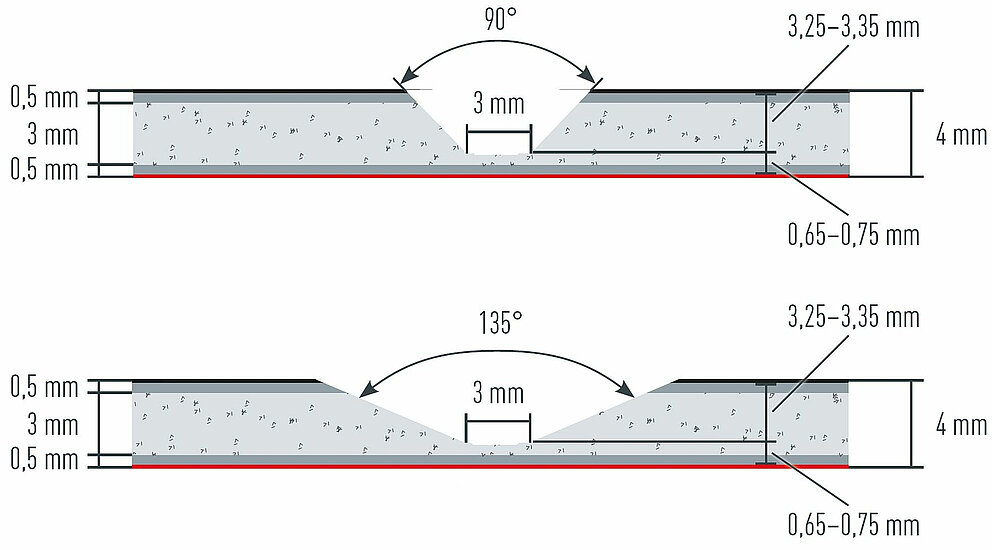
Den V-sporen som kreves for en knekking freses alltid på platens bakside, uavhengig av om det er et innvendig eller utvendig hjørne. En korrekt V-sporfresing skal utføres slik at det på den ene siden gjenstår 0,5 mm av dekklatet (lakkert synsside), og på den andre siden i kjernen ytterligere 0,2 til 0,4 mm (FR-kjerne) hhv. ytterligere 0,15 til 0,25 mm (A2-kjerne).
Vanlig er bruk av notfreser med en åpningsvinkel på 90° eller 135°.
Hvis V-sporet freses delvis eller helt for dypt, er en pen knekking med jevn radius ikke mulig. I tillegg kan aluminiumsdekklatet få sprekker på synssiden. Freses derimot V-sporet ikke dypt nok, blir knekkeprosessen svært tung. Aksen til V-spor-knekken ligger alltid midt i flatsiden på fresesporet.


Vær oppmerksom på at komposittplatene fjærer noe tilbake etter knekking. I praksis betyr dette at knekken må bøyes litt mer enn ønsket for å oppnå perfekt målnøyaktighet etter tilbakespennet. Den minst mulige benlengden for en knekking er 20 mm.
Merknad
Ved fastsettelse av riktig plateutlegging må det tas hensyn til at ved limt montering må tykkelsen på limsystemet tas med i beregningen. Avhengig av om det er en utvendig eller innvendig ombuk, legger du til hhv. trekker du fra denne tykkelsen (normalt: 3 mm) til eller fra limsystemet angitt av limprodusenten.

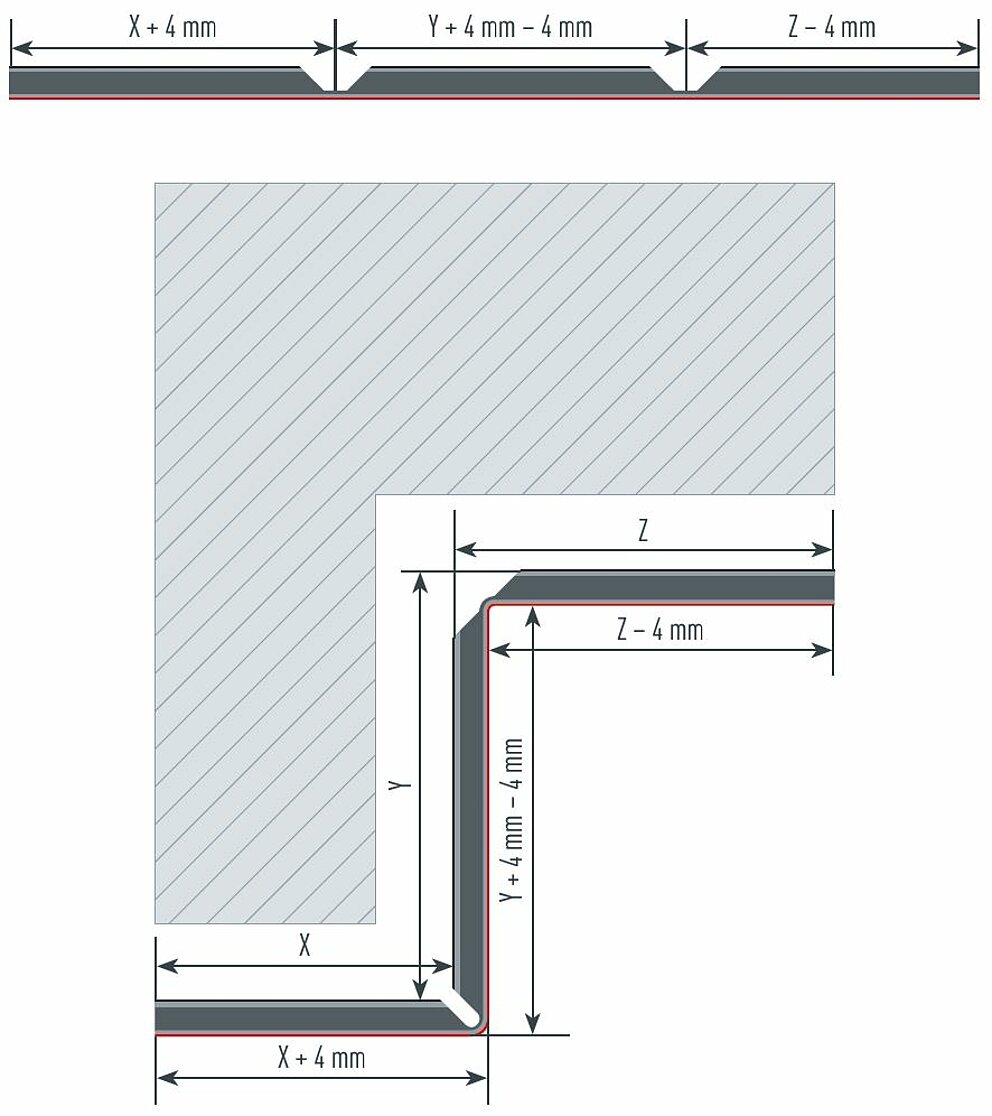
De følgende eksemplene kan brukes som retningslinje. Illustrasjonene viser hver gang en mekanisk festing.
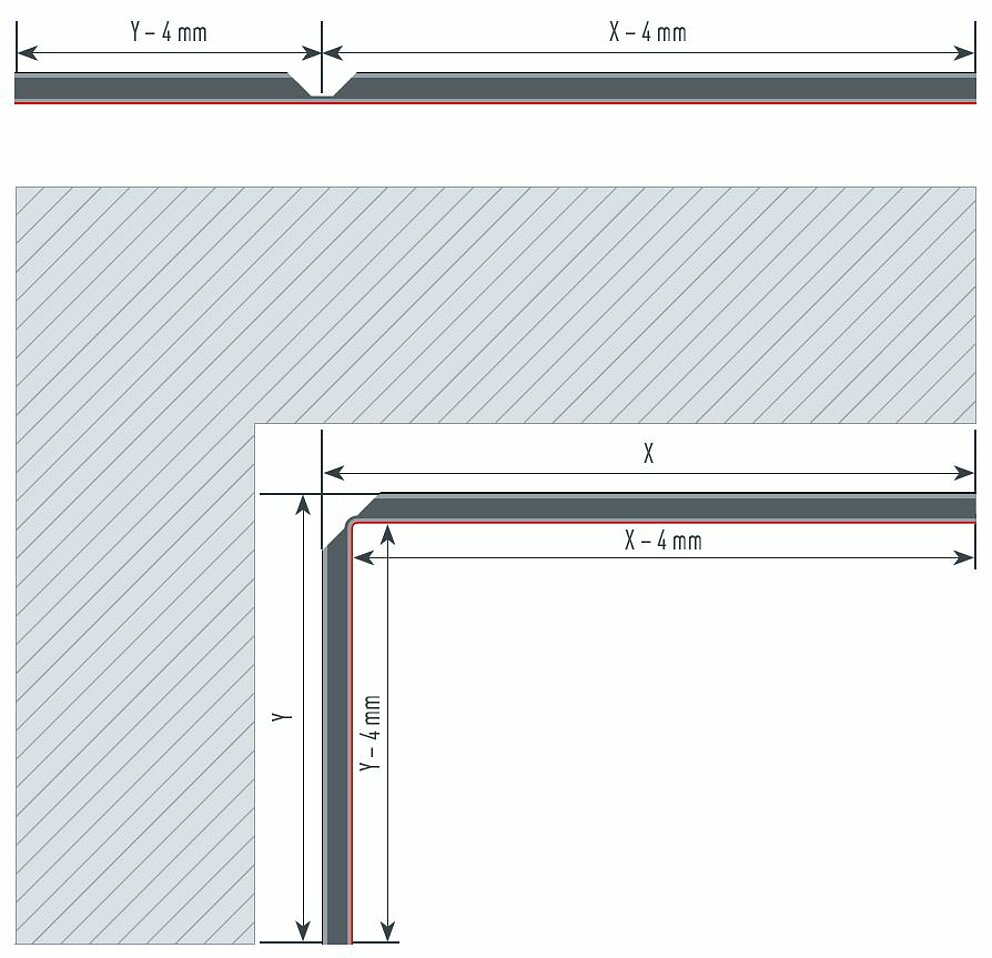
Ved et innvendig hjørne skal materialtykkelsen på komposittplaten (4 mm) trekkes fra de målte naturlige målene.
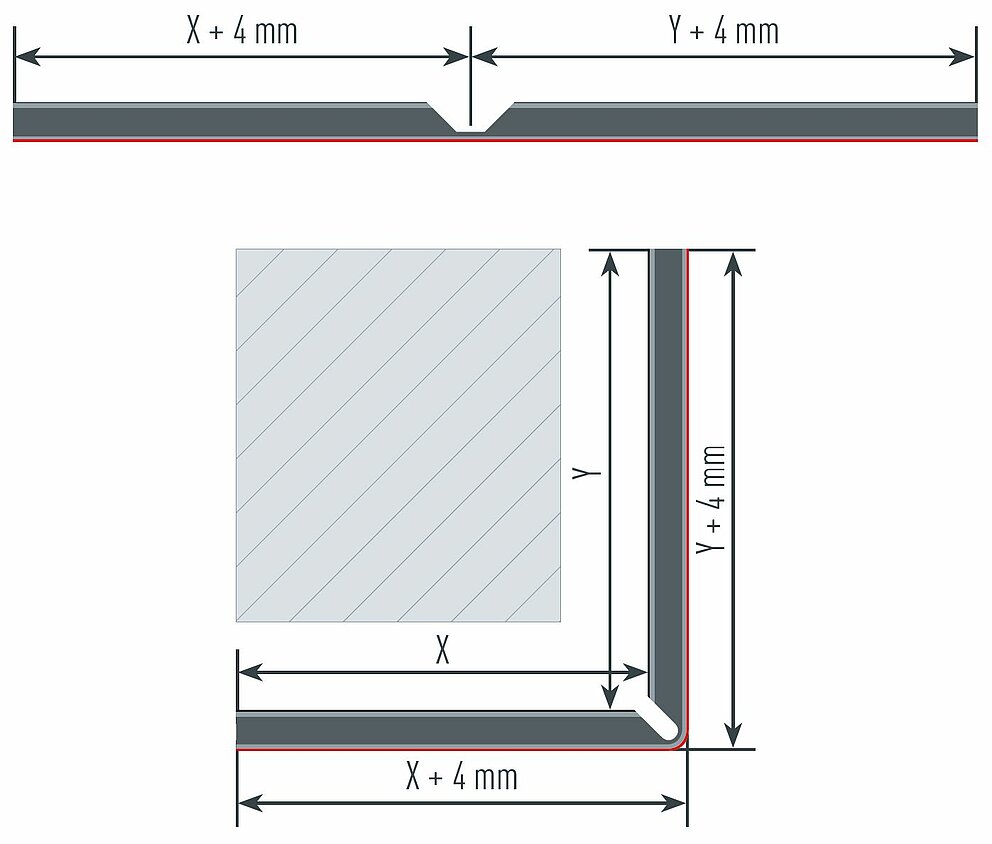
Ved et utvendig hjørne skal materialtykkelsen på komposittplaten (4 mm) legges til de målte naturlige målene.
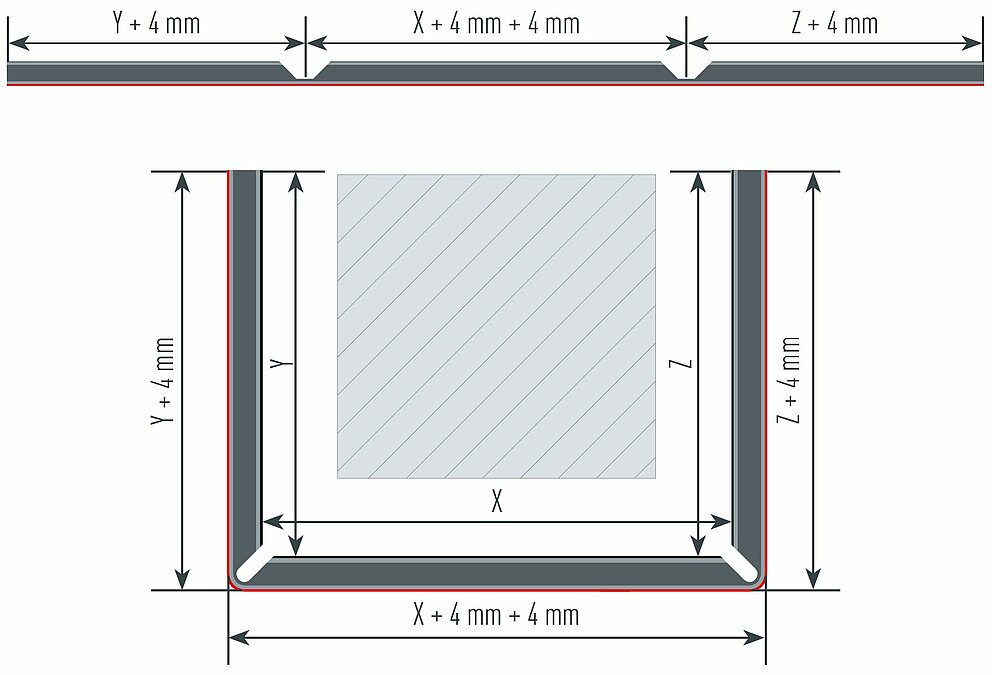
Ved en U-kanting med to utvendige hjørner vurderes hvert hjørne for seg. For å oppnå korrekt fresakse må materialtykkelsen (4 mm) legges til hvert ben.
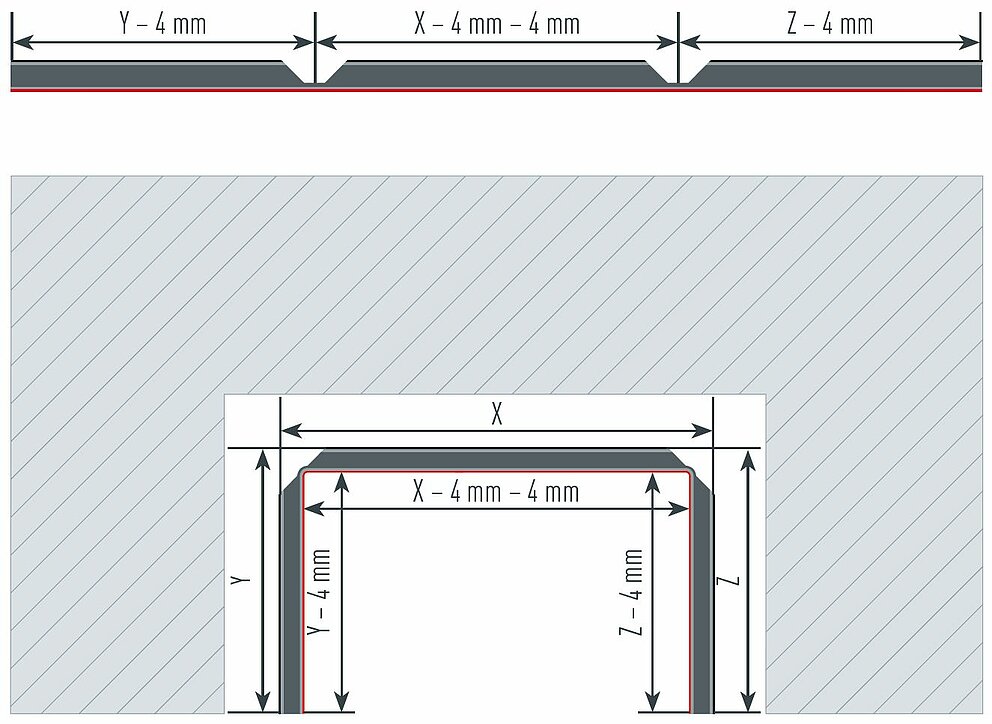
Ved en U-kanting med to innvendige hjørner vurderes hvert hjørne for seg. For å oppnå korrekt fresakse må materialtykkelsen (4 mm) trekkes fra hvert ben.
Ved en Z-kanting med ett innvendig og ett utvendig hjørne vurderes hvert hjørne for seg. For å oppnå korrekt fresakse må materialtykkelsen (4 mm) ved det innvendige hjørnet trekkes fra hvert ben og ved det utvendige hjørnet legges til hvert ben.
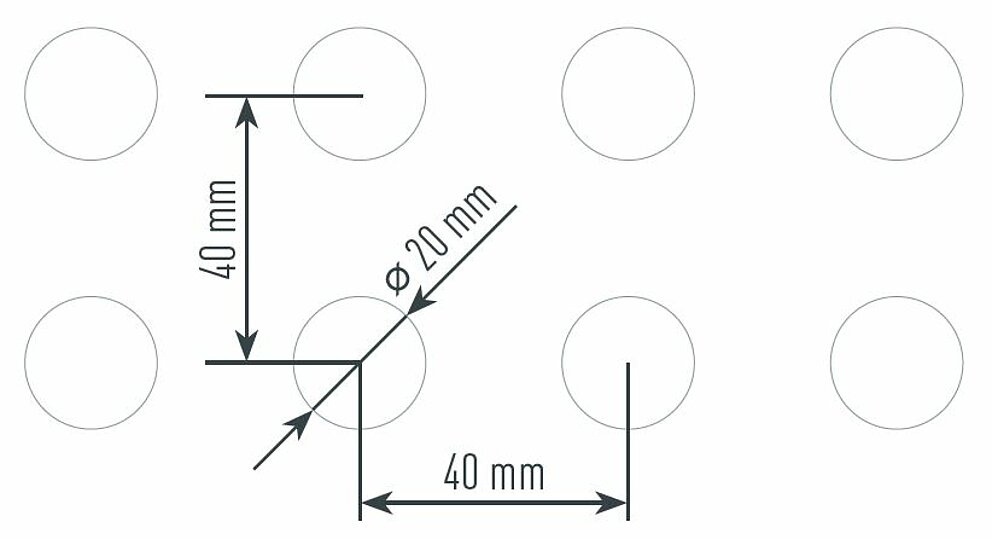
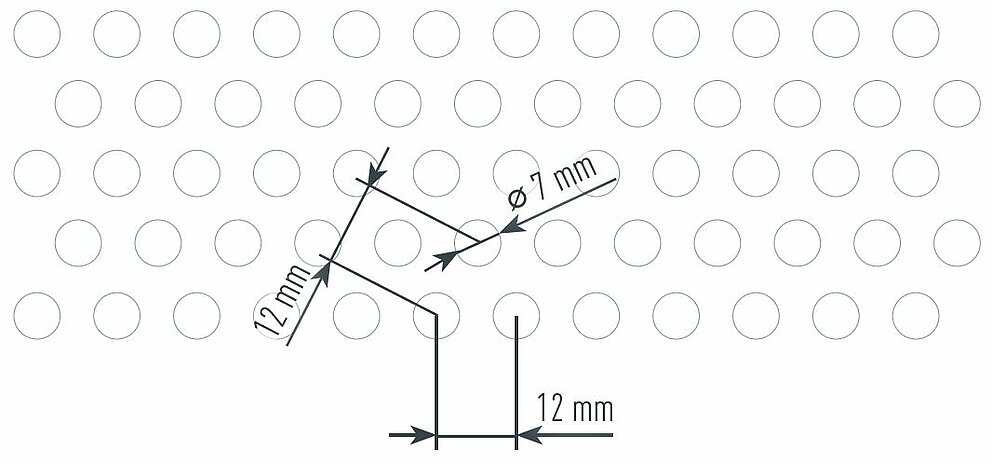
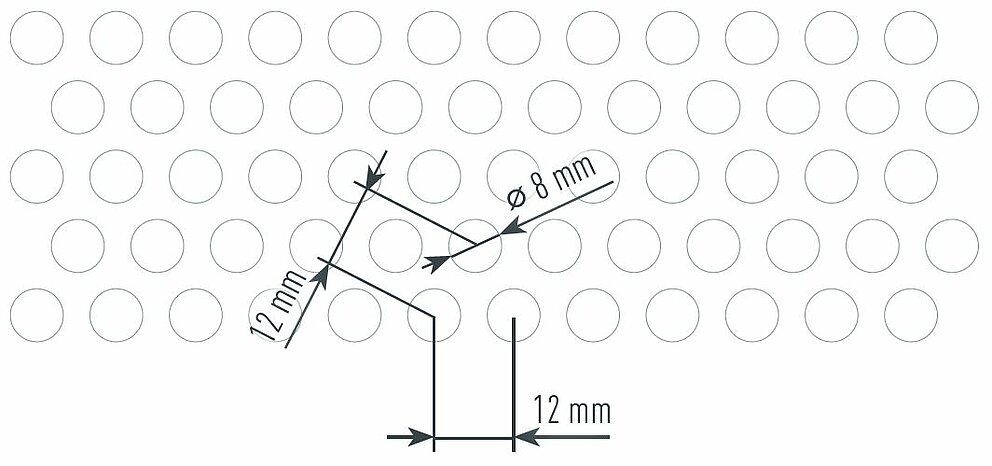
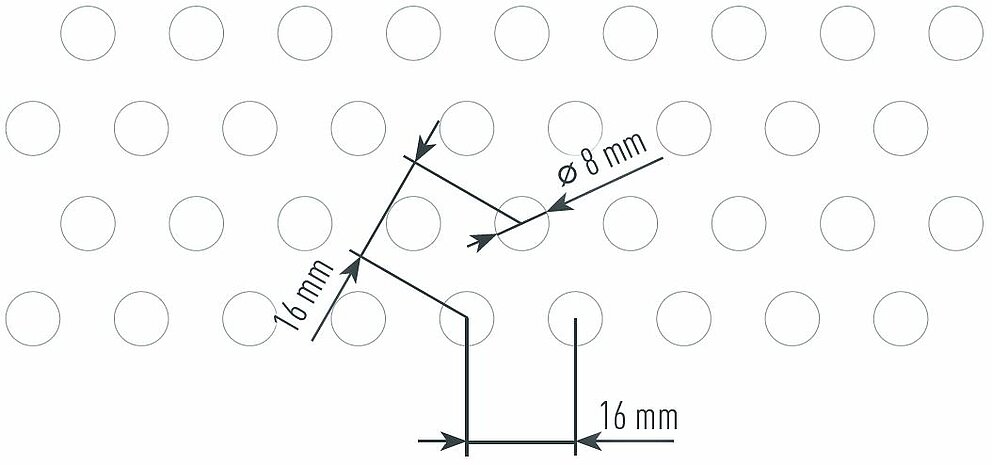
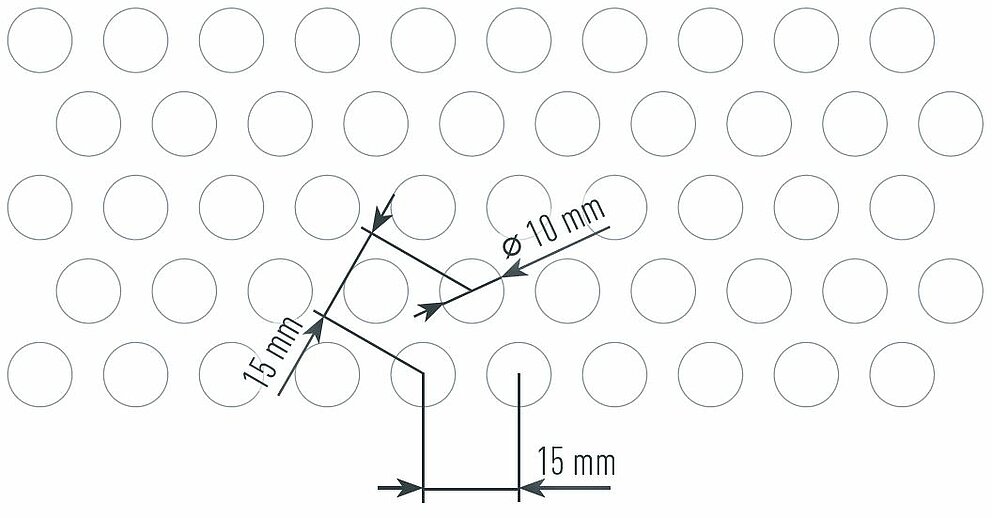
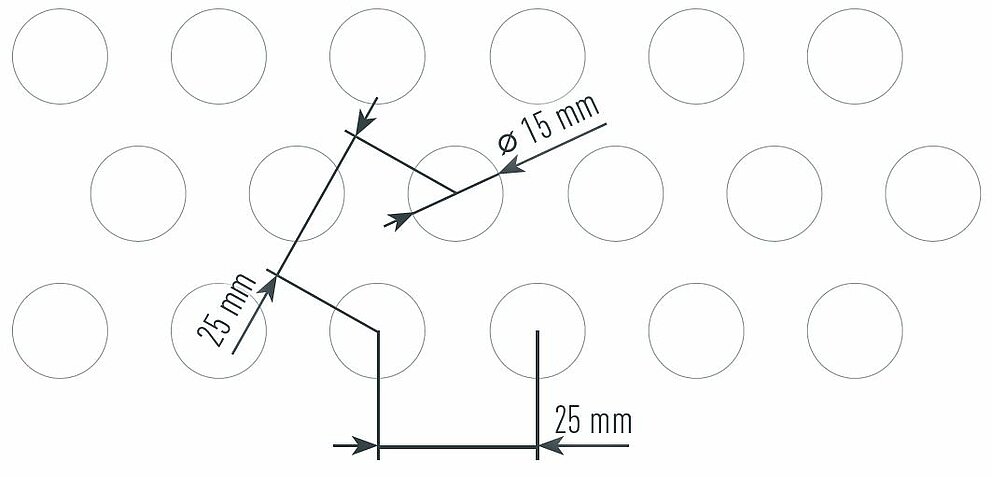
Perforerte PREFABOND komposittplater har et jevnt hullmønster. På grunn av kjernens mineralske struktur anbefales ikke perforering med stansemaskiner for PREFABOND med A2-kjerne.

Festeanordning |
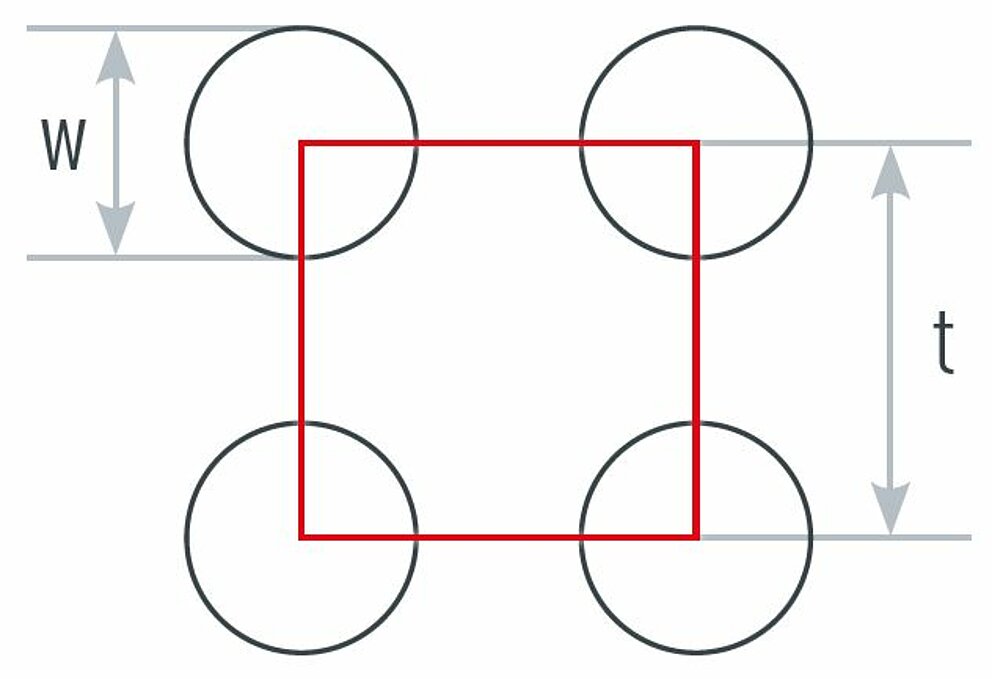
Hullbredde [w] |
Inndeling [t] |
Åpen flate [%] |
Runde hull, rett |
20 mm |
40 mm |
19,6 % |
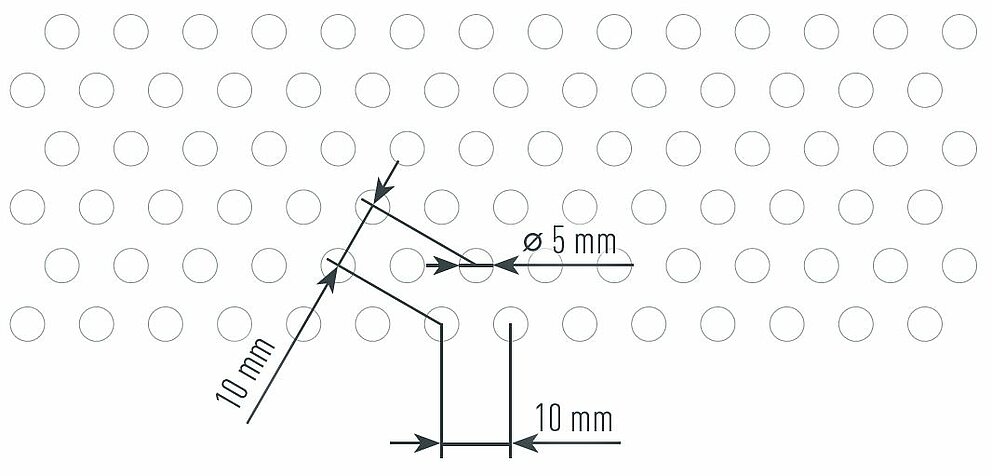
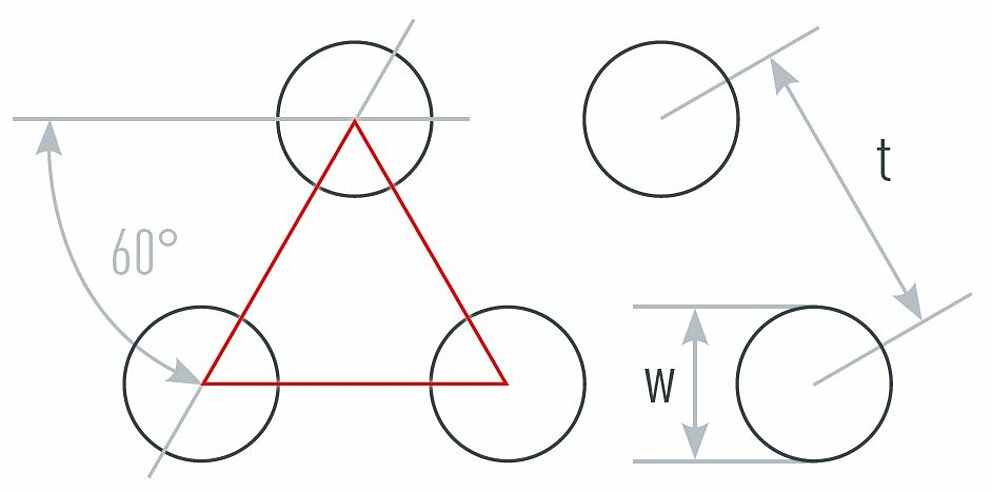
Forskjøvet rundstansing |
5 mm |
10 mm |
22,6 % |
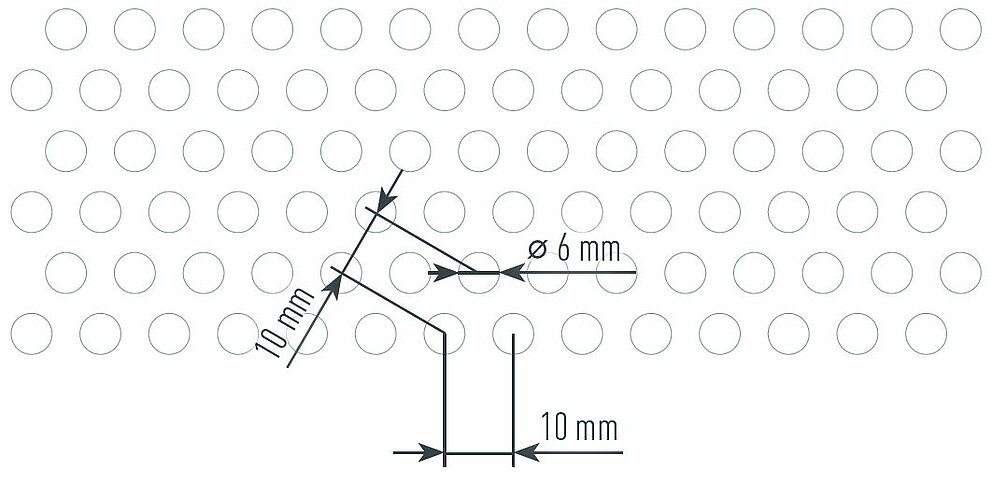
Forskjøvet rundstansing |
6 mm |
10 mm |
32,6 % |
Forskjøvet rundstansing |
7 mm |
10 mm |
44,4 % |
Forskjøvet rundstansing |
7 mm |
12 mm |
30,8 % |
Forskjøvet rundstansing |
8 mm |
12 mm |
40,2 % |
Forskjøvet rundstansing |
8 mm |
16 mm |
22.6% |
Forskjøvet rundstansing |
10 mm |
15 mm |
40,2 % |
Forskjøvet rundstansing |
15 mm |
25 mm |
32,6 % |
R = runde hull
g = rette rader
v = forskjøvede rader
W = hullbredde
t = inndeling
PREFABOND aluminiumskomposittplate kan bøyes på tre- eller firevalsede bøyemaskiner. PREFA fraråder rundforming med kantpresse.
PREFA tilbyr rullebøying av PREFABOND aluminiums-komposittplate, hvor følgende opplysninger må følges.
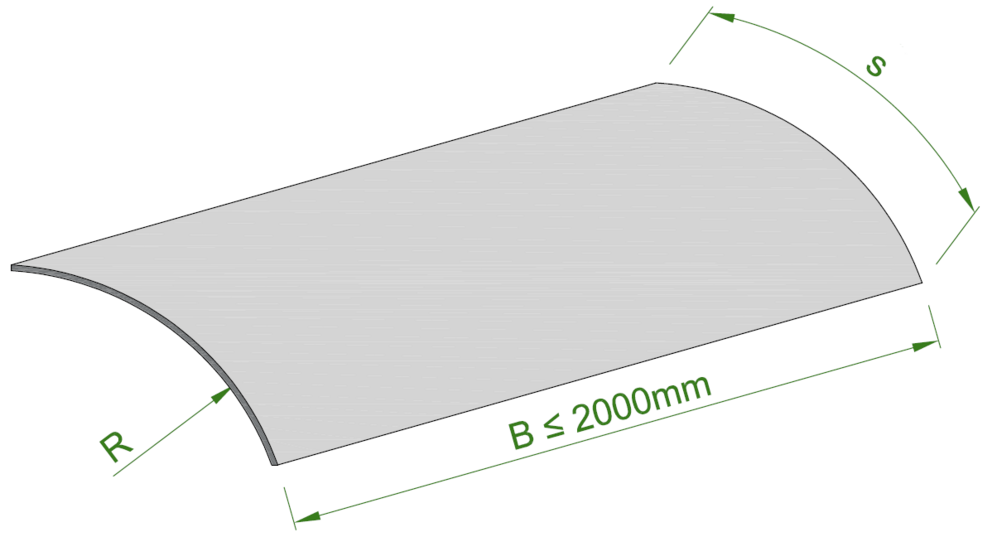
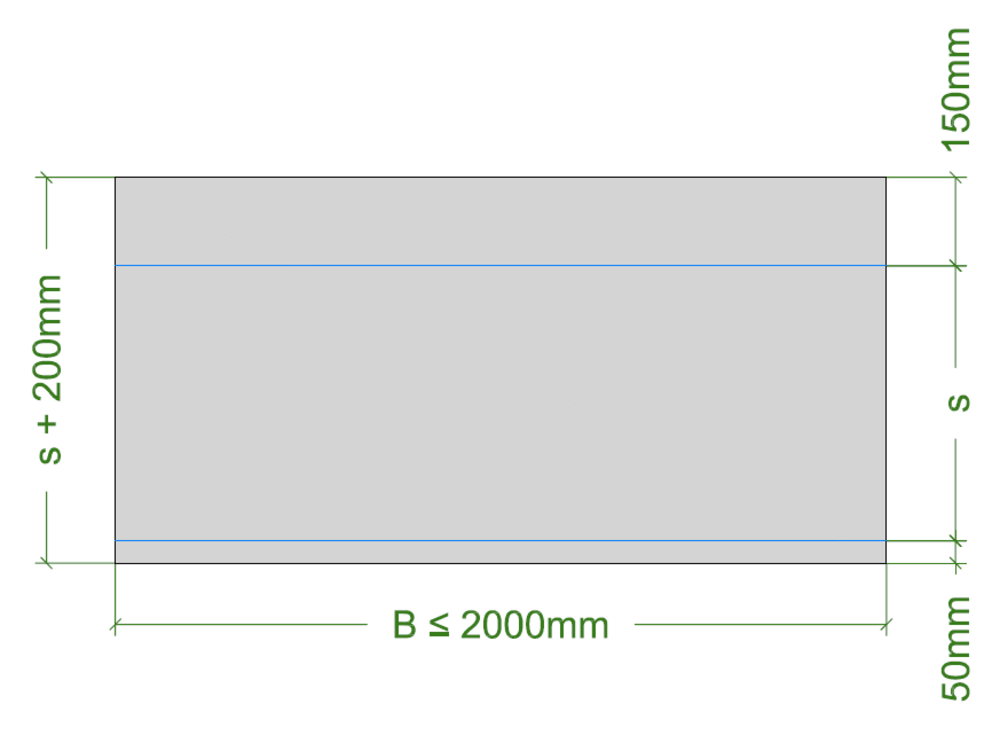
På grunn av bøying med valser har platene en utløpende ende med et lite trykkmerke, som kuttes bort av PREFA. Vær oppmerksom på dimensjonene på råmaterialet! Tilskjæringen er nemlig 200 mm større ved plateendene enn den effektivt nødvendige buedimensjonen. Til buedimensjonen (s) legges 150 mm til i den ene enden og 50 mm i den andre.



Det er kun mulig å laste ned innhold fra én produktkategori. Hvis du trenger innhold fra flere kategorier, må du opprette en separat nedlasting for hvert produktområde.

